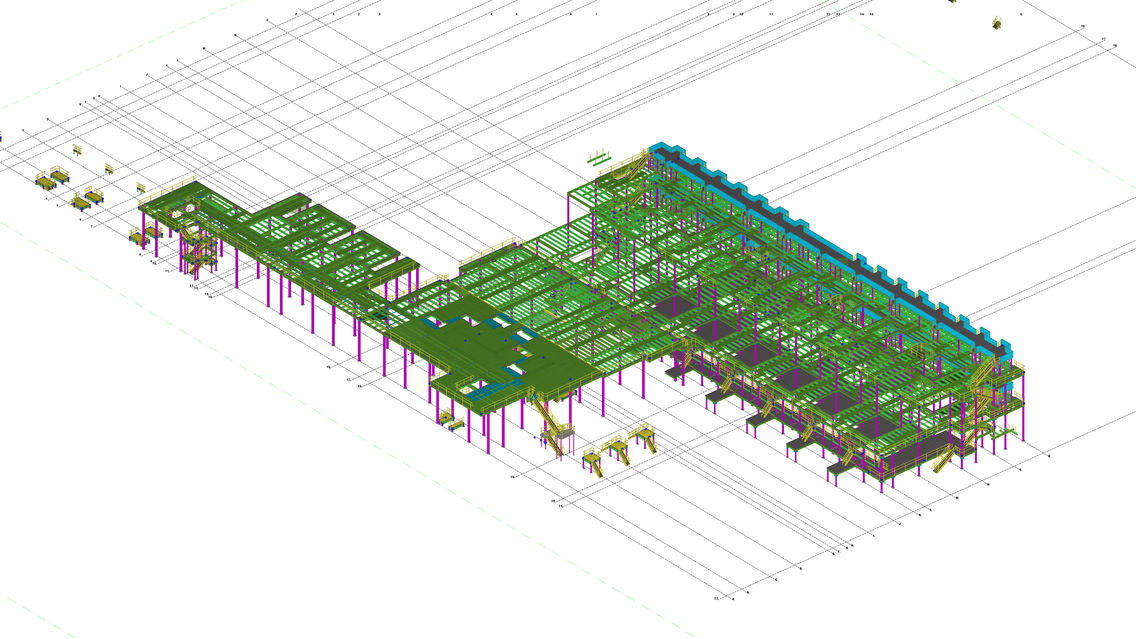
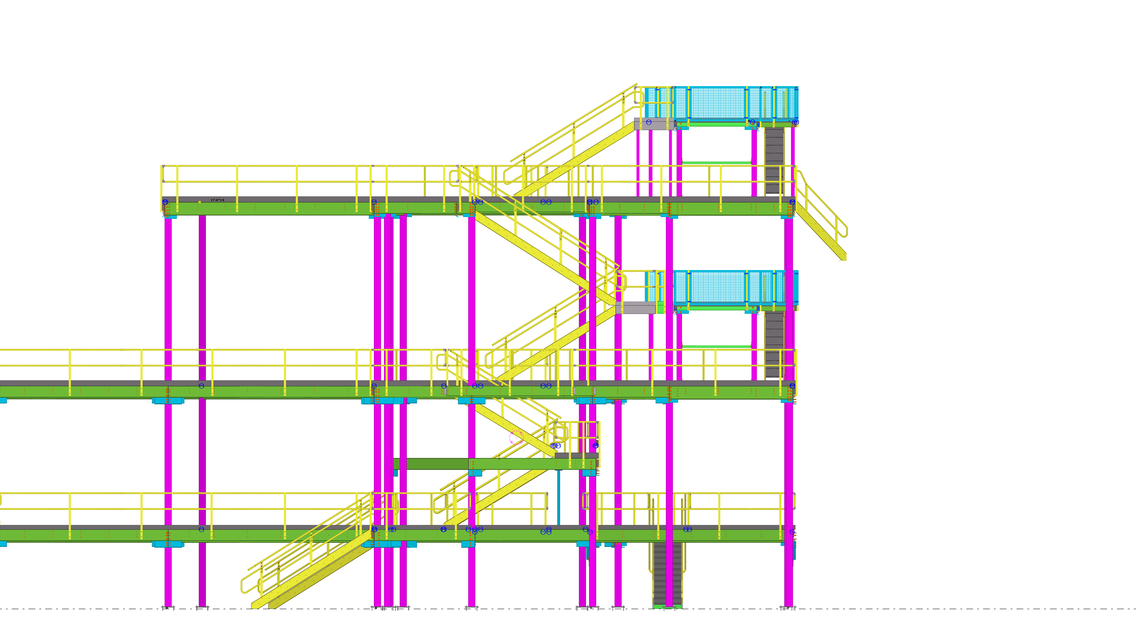
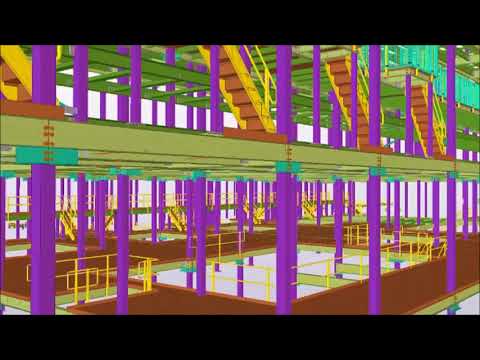
The automated warehouse solution picks, packs and palletizes multi SKU pallets for individual grocery store distribution for the southeast US. The 78,000 square foot equipment platform is designed for people to manage maintenance and quality control processes as well as support several thousand feet of equipment including conveyors and lifts. The platform runs perpendicular to the Automated Storage and Retrieval System (AS/RS) seamlessly integrating with the load transfer cars and palletizers to optimize piece and case picking for mixed pallet SKU fulfillment.